大丸工業のものづくり
Manufacturing
品質に妥協しない
お客様の求める鋳物に大丸の技術とノウハウを詰め込む
本社工場(日本)も大連大丸(中国)も

短納期
-
高品質
-
迅速丁寧な対応
私たちは、お客様のご要望一つひとつ確実にお応えし「高品質な鋳物づくり」を心掛け、
またグループ企業間の連携と、自社のネットワークを活かし、「迅速丁寧な対応」を心掛けております。
鋳物一筋50年。これまでに培われた技術と積み重ねてきた経験とノウハウを最大限に生かして日々製造しています。
小ロットのオリジナル品~加工・組立付きの量産品まで、幅広いニーズにお応えが可能!
お客様からの難しいご要望にも、積極的にチャレンジし続けています。
Japan: Made at the head office factory
本社工場(日本)で作る
- 特徴 1
-
完全国内生産可!
滋賀県彦根市にて、各種バルブを中心とした青銅合金生砂型鋳物の製造・販売をしています。国内完結での鋳物作りが可能です。
中子も自社生産をメインとしております。(一部信頼できる協力会社さまにお任せしています)
- 特徴 2
-
多品種・小ロットが得意!
多品種小ロットの製品作りが得意です。長年の経験と技術を元に1点1点丁寧に生産。鋳肌に自信があります。
対応できる素材は CAC406、CAC407、CAC408、CAC901、CAC905。その他については別途ご相談ください。
まずは、お気軽にご相談ください。
- 特徴 3
-
迅速丁寧な対応
弊社は社内外の連携を密にし、グループの強味を活かした「迅速かつ丁寧」な対応を心掛けています。
高品質・短納期に加え、細やかなフォローでお得意先の皆様にご満足いただいております。
また大連大丸工業有限公司の日本窓口として、御見積のご相談~納品まで、迅速に対応・管理いたします。



China: Made in Dairen factory
大連大丸(中国)で作る
- 特徴 1
-
一貫生産可能
鋳造~加工・組立まで一貫生産が可能です。
中国内の協力会社と連携することで、FCD・アルミ組立品・SUS13・ステンレス・亜鉛ダイキャスト等、様々な材質に対応可能です。
- 特徴 2
-
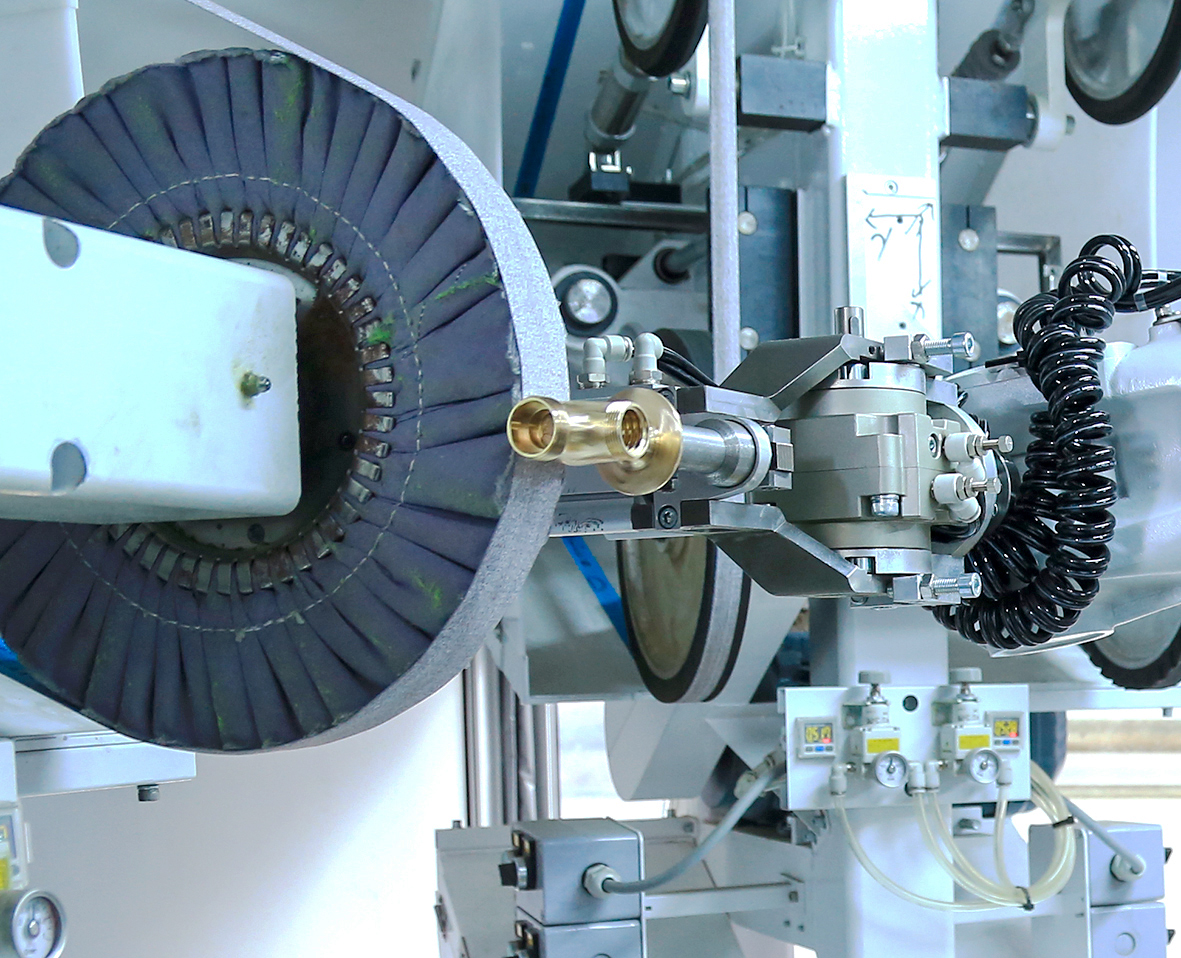
大量生産かつ高品質
鋳造~加工・組立まで一貫体制が構築できるため、加工バフメッキ付きの量産品が得意です。
一貫生産をお任せいただくことで、高品質・短納期・低コストが実現いたします。
- 特徴 3
-
安心の顧客対応
製造拠点は中国ですが、原材料は安心の日本製です。各種管理、確認は、日本窓口の大丸工業で行います。また、大連大丸には、日本人スタッフが常駐!日本語堪能なスタッフも多く在籍しており、本社工場との連携を日々”密”に行っています。


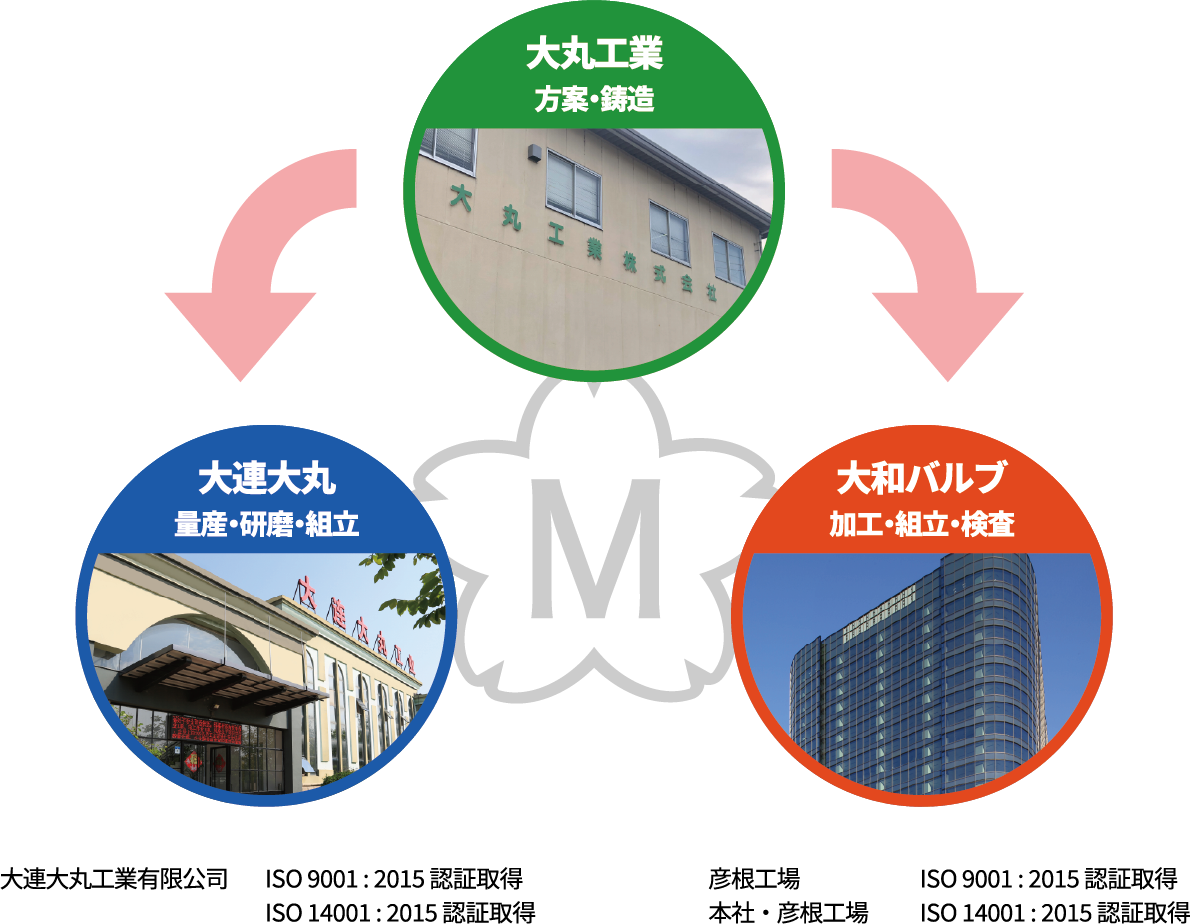
One stop service
グループの総合力でバルブ製品の鋳造から販売までをワンストップで
1919年に大和伊三郎によって創立されたヤマト商工社が、大丸工業のグループ会社である大和バルブのはじまりです。
もともとは東京・大崎でものづくりを行っていましたが、より製造に適した場所を求めて1968年に滋賀県彦根市に工場を建設。工場を拡充するなかで当社大丸工業を立ち上げ、1973年には青銅鋳物の鋳造から加工・組立にいたるまでバルブの製造・販売をワンストップで担える体制を構築しました。
また、2004年には中国に大連大丸工業有限公司を設立。海外にも生産拠点を設けることで、高品質なバルブを低コストで提供できる体制を整えました。
大和バルブ、大丸工業、大連大丸工業の三社間での連携を強固にし、グループの総合力でトータルサポートいたします。